Para funcionar correctamente y ser efectivo, un almacén debe estar adaptado a las distintas operaciones y procesos, y para eso es necesario establecer diferentes zonas según el flujo de trabajo.
Un buen diseño de almacén, con una correcta distribución de las distintas zonas, ayudará a los operarios a trabajar más rápido. Por el contrario, un espacio mal distribuido entorpece y ralentiza la actividad del almacén.
Por eso es tan importante diseñar unas divisiones inteligentes, ajustadas a las necesidades de la empresa. A continuación, te contamos cuáles son las zonas de almacén más habituales.
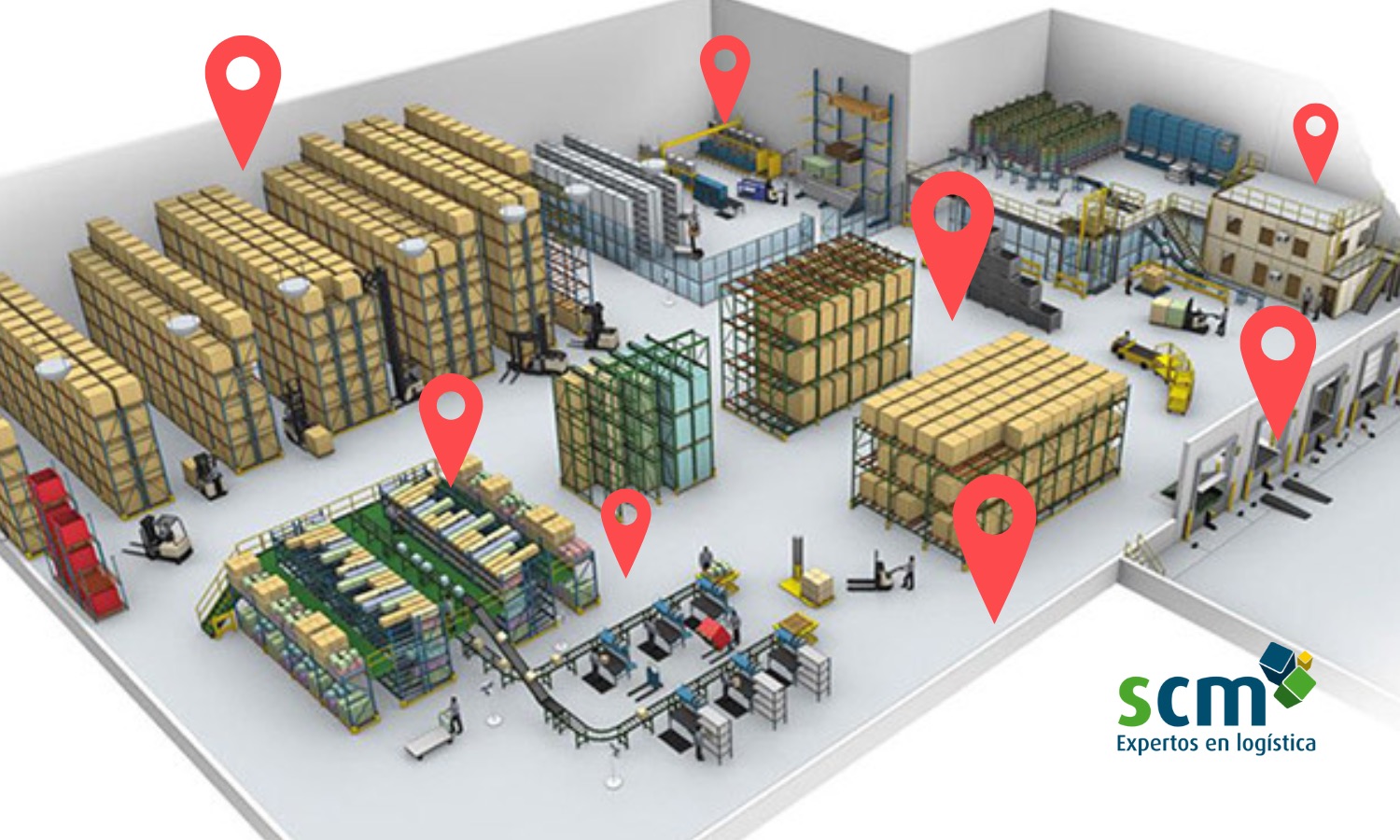
Estas son las 7 zonas básicas de un almacén
Aunque no todos los almacenes son iguales, sí hay una serie de zonas que son comunes a la mayoría de ellos. Son estas:
1. Carga y descarga
Es el lugar con acceso rápido y cómodo al transporte, desde donde entran y salen las mercancías en el almacén. Debe estar equipada con la maquinaria adecuada para que el trabajo de carga y descarga se realice en el menor tiempo posible y los vehículos (normalmente camiones o furgonetas de reparto) puedan continuar su ruta.
En algunos almacenes, la zona de carga y descarga está integrada en el almacén, normalmente en un lateral de la nave, y tiene un acceso directo al interior para depositar o recoger la mercancía.
En otros, esta zona se encuentra dentro de las instalaciones pero separada del edificio principal. En este caso, el acceso al edificio no es tan rápido, pero puede ser necesario hacerlo así cuando, por ejemplo, la mercancía llega por ferrocarril.
2. Zona de recepción
Una vez descargada la mercancía se traslada a la zona de recepción, donde se clasifica y pasa un primer control para verificar la cantidad y la calidad de los productos.
La recepción de mercancías es un momento crítico en la dinámica del almacén, ya que cualquier error en este punto influirá en el control de inventario y en el resto del flujo de trabajo.
Por eso, es necesario tener un sistema de control que verifique todas las entradas, las etiquete y defina sus ubicaciones.
Una vez que las mercancías hayan sido convenientemente recibidas y clasificadas, pasan a la zona de almacenamiento.
3. Almacenamiento
El diseño de la zona de almacenamiento puede ser muy diferente en cada almacén, en función del tipo de mercancías con las que trabaje.
La elección del tipo de estantería industrial, así como de las máquinas de almacén utilizadas para desplazar y elevar la mercancía, también son clave para un aprovechamiento eficiente del espacio.
4. Picking
O zona de preparación de pedidos. Es el área donde se reciben, clasifican y empaquetan (proceso de packing) los artículos que van a ser expedidos.
Todas las tareas que se desarrollan en la zona de picking tienen como objetivo completar las órdenes de pedido y acondicionar los productos para su envío.
5. Expedición
Es el área donde se acumulan las mercancías ya preparadas para su envío al cliente, a la espera de ser cargadas en los vehículos de reparto y trasladadas a su siguiente destino.
6. Devoluciones
Dado el volumen de pedidos procedentes del comercio electrónico, muchos almacenes han tenido que habilitar zonas para procesar las devoluciones, ya que se ha convertido en los últimos años en una actividad más del almacén.
Según los sectores, la tasa de devoluciones puede elevarse incluso hasta el 50% de los pedidos emitidos, por tanto es importante desarrollar instalaciones acondicionadas para recibir y tramitar los pedidos devueltos.
7. Zona administrativa
En todo almacén hay un área destinada a las oficinas, donde están los puestos de trabajo del personal de gestión y administrativo, la atención al cliente o soporte a los transportistas.
La clave, un buen diseño de almacén
Dividir el almacén por zonas es una forma de velar por la eficiencia. La división estratégica ayuda a organizar el flujo de trabajo y a aumentar la velocidad y la eficacia de las operaciones.
Naturalmente, no todos los almacenes necesitan la misma distribución por zonas. El diseño de cada espacio debe estar en función de la actividad que desarrolle y de los procesos de trabajo.
Si estás creando tu almacén desde cero o te planteas reformar el que ya tienes, es momento de optimizar el diseño. ¿Necesitas ayuda? Ponte en contacto con nuestro equipo profesional y resuelve tus dudas.